Todo maquinista y propietario de taller conoce la frustración de sacar una herramienta de corte de una máquina CNC y descubrir que una fresa o plaquita de carburo de alta calidad se ha desgastado prematuramente.
Cuando las herramientas se estropean, no solo se pierde el precio de una nueva. También se pierde tiempo de inactividad, se arruinan los acabados superficiales y se reduce la productividad del taller.
Pero hay buenas noticias: las herramientas no se estropean sin motivo aparente. Dejan pistas. Observando detenidamente cómo se desgasta el filo, se puede investigar qué falla en el proceso de mecanizado y solucionarlo.
Veamos los cuatro tipos más comunes de desgaste de herramientas, sus causas (en términos sencillos) y cómo prevenirlos para ahorrar mucho dinero.
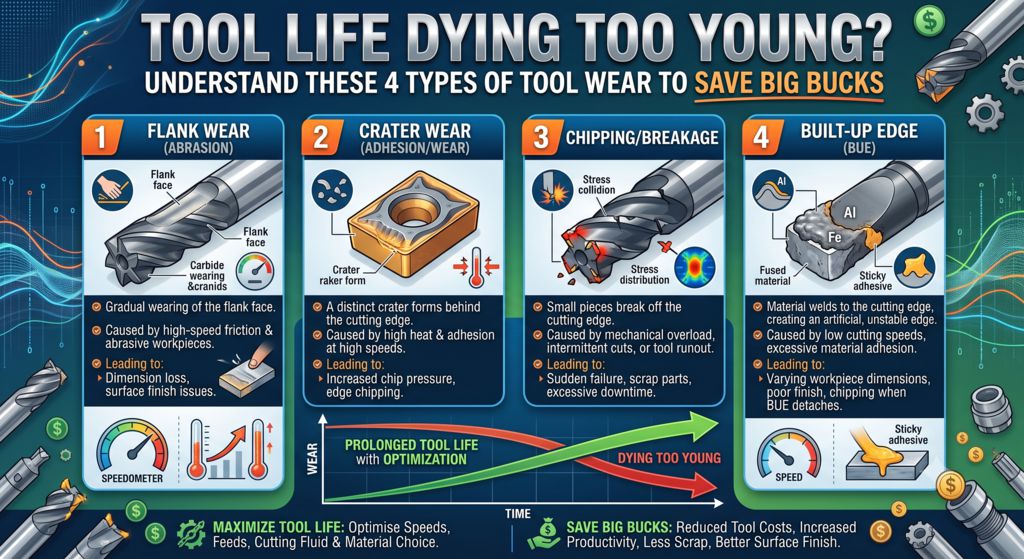
1. Desgaste del flanco: El proceso natural de envejecimiento
Piensa en el desgaste del flanco como en la banda de rodadura de los neumáticos de tu coche. Al conducir, el caucho se desgasta naturalmente por la fricción con la carretera. En el mecanizado, el desgaste del flanco es el desgaste gradual del filo de la herramienta en la zona de fricción con la pieza de trabajo.
Aspecto: Una zona plana, lisa y relativamente uniforme que se desarrolla justo a lo largo del filo de corte.
Causa: Fricción normal. Si ocurre lentamente durante un periodo prolongado, ¡enhorabuena, lo estás haciendo bien! Pero si ocurre demasiado rápido, significa que la velocidad de corte (RPM) es demasiado alta, lo que genera demasiado calor por fricción.
Cómo solucionarlo: Si tus herramientas se desgastan a gran velocidad, intenta reducir un poco la velocidad de corte. Además, revisa el refrigerante; asegurar un flujo constante de lubricante reducirá la fricción.
2. Desgaste por cráter: El "Gran Cañón" en tu herramienta
Mientras que el desgaste lateral se produce en el costado de la herramienta, el desgaste por cráter se produce justo en la cara superior (la cara de ataque), donde se deslizan las virutas de metal recién cortadas.
Aspecto: Un cráter cóncavo o hendidura que se forma justo detrás del filo de corte, con la apariencia de un pequeño agujero o cañón.
Causa: Calor intenso y reacciones químicas. Al cortar materiales duros como el acero o el acero inoxidable, las virutas se calientan muchísimo. Al deslizarse sobre la parte superior de la herramienta bajo una presión inmensa, disuelven gradualmente una pequeña cantidad del material. Con el tiempo, el cráter se vuelve tan profundo que el filo de corte se deforma.
Solucionarlo: Es necesario reducir la temperatura. Intenta disminuir la velocidad de corte o la velocidad de avance. Cambiar a una herramienta con un recubrimiento especial resistente al calor (como TiAlN o AlTiN) también puede actuar como escudo para proteger la herramienta de esta transferencia de calor química.
3. Acumulación de material en el filo (AMF): El problema indeseado
¿Alguna vez has cortado un material blando como el aluminio y al mirar la herramienta has visto un trozo grande de metal aparentemente soldado a la punta? Eso es una acumulación de material en el filo (AMF).
Aspecto: Un grumo irregular del material de la pieza de trabajo firmemente adherido al filo de la herramienta. Le da a la herramienta un aspecto opaco y desordenado.
Causa: Irónicamente, la AMF se produce cuando la temperatura es demasiado baja y la velocidad de corte es demasiado lenta. Los metales blandos y pegajosos (como el aluminio o el acero con bajo contenido de carbono) se vuelven pegajosos bajo presión. Si no hay suficiente calor ni velocidad para cortar la viruta limpiamente, el material se fusiona físicamente con el filo de corte. Cuando ese grumo finalmente se desprende, se lleva consigo un trozo de tu costosa herramienta de carburo.
Cómo solucionarlo: ¡No temas, aumenta la velocidad! Incrementar la velocidad de corte y la velocidad de avance generará suficiente calor para que el material fluya suavemente en lugar de adherirse. Usar herramientas de alto pulido diseñadas específicamente para aluminio y aumentar la presión del refrigerante también evitará que las virutas se adhieran.
4. Desconchado y agrietamiento térmico: Un golpe mortal
Si los tres primeros tipos de desgaste son como una enfermedad lenta, el desconchado es un ataque al corazón repentino.
Aspecto: Pequeñas escamas o trozos del filo que se desprenden, dejando un borde irregular y dañado. A veces se pueden observar pequeñas grietas verticales a lo largo del filo (agrietamiento térmico).
Causa: Cortes interrumpidos, vibración excesiva o choque térmico. Las herramientas de carburo son increíblemente duras, pero frágiles como el vidrio. Si la herramienta vibra o si se entra y sale constantemente de un corte, el impacto desconchará el filo. El agrietamiento térmico ocurre cuando una herramienta se calienta mucho, recibe un chorro de refrigerante frío, vuelve a calentarse y vuelve a recibir otro chorro; la rápida fluctuación de temperatura agrieta el carburo.
Cómo solucionarlo: * Para el desconchado: Corrija la rigidez. Asegúrese de que las piezas estén bien sujetas, utilice herramientas más cortas para reducir la flexión y disminuya la velocidad de avance al iniciar el corte.
Para evitar el agrietamiento térmico: utilice refrigerante en abundancia. Asegúrese de que el refrigerante cubra la herramienta de forma completa y constante, o bien, apáguelo por completo y utilice aire a alta presión para mantener la temperatura estable.
Conclusión: Preste atención a sus herramientas
Sus herramientas desgastadas le están dando señales de vida. La próxima vez que una herramienta se desafile o se rompa, no la tire a la basura y se lamente. Utilice una lupa, examine el filo e identifique la causa.
Ajustando la velocidad, el avance y el refrigerante según estos cuatro patrones de desgaste, conseguirá herramientas más duraderas, piezas de mejor calidad y una mayor rentabilidad para su taller.
Para obtener más información, visite nuestra sección de Piezas o Productos para Torneado CNC. Contáctenos para solicitar piezas metálicas personalizadas.
¿Cuál de estos tipos de desgaste de herramientas le causa más problemas en su taller? Cuéntenos sus desafíos de mecanizado en los comentarios a continuación.