Tout machiniste et chef d'atelier connaît la déception de retirer un outil de coupe d'une machine CNC et de constater qu'une fraise ou une plaquette en carbure de haute qualité est complètement hors d'usage.
L'usure prématurée des outils ne se limite pas au coût de leur remplacement. Elle engendre des temps d'arrêt, dégrade la qualité des finitions et nuit à la productivité de l'atelier.
Mais voici la bonne nouvelle : les outils ne s'usent pas par hasard. Ils laissent des indices. En observant attentivement l'usure de votre tranchant, vous pouvez mener l'enquête, identifier précisément le problème dans votre processus d'usinage et le résoudre.
Examinons les quatre types d'usure les plus courants, leurs causes (en termes simples) et comment les éviter pour réaliser d'importantes économies.
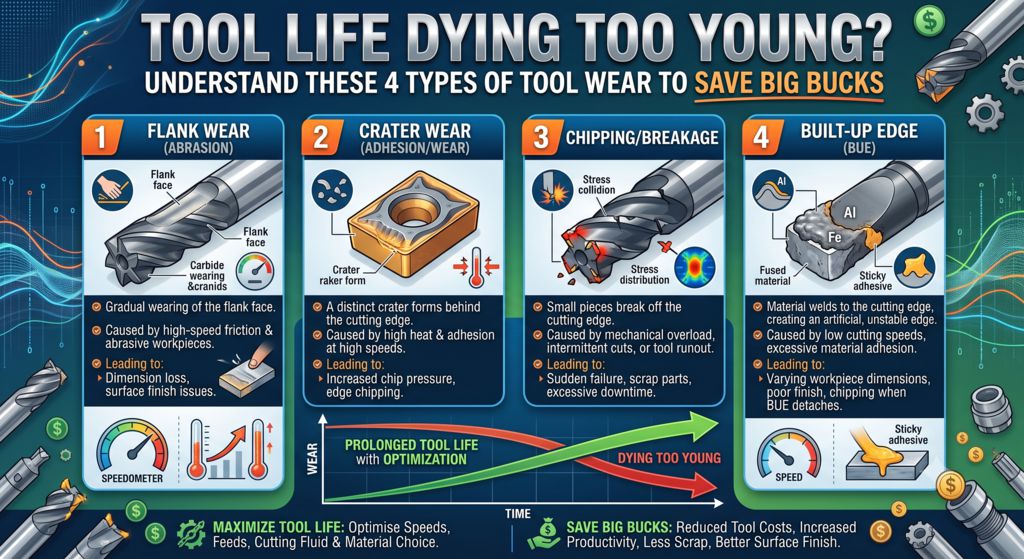
1. Usure en dépouille : Le processus de vieillissement naturel
Imaginez l’usure en dépouille comme la bande de roulement des pneus de votre voiture. En conduisant, le caoutchouc s’use naturellement par frottement sur la route. En usinage, l’usure en dépouille correspond à l’usure progressive du tranchant de l’outil à l’endroit où il frotte contre la pièce.
Apparence : Une zone plane, lisse et relativement uniforme, se forme le long du tranchant.
Cause : Le frottement normal. Si ce phénomène est lent et progressif, félicitations ! Vous travaillez correctement. En revanche, s’il est trop rapide, cela signifie que votre vitesse de coupe (tr/min) est trop élevée, générant une chaleur de frottement excessive.
Solution : Si vos outils s’usent à une vitesse fulgurante, essayez de réduire légèrement votre vitesse de coupe. Vérifiez également votre liquide de refroidissement ; un flux constant de lubrifiant réduira le frottement. 2. Usure en cratère : Le « Grand Canyon » de votre outil
Alors que l’usure en dépouille se produit sur le côté de l’outil, l’usure en cratère se produit directement sur la face de coupe, là où les copeaux de métal fraîchement coupés glissent.
Apparence : Un véritable cratère concave se forme juste derrière le tranchant, ressemblant à un nid-de-poule ou un canyon miniature.
Cause : Chaleur intense et réactions chimiques. Lors de la coupe de matériaux durs comme l’acier ou l’acier inoxydable, les copeaux atteignent des températures extrêmement élevées. En glissant sur le dessus de l’outil sous une pression immense, ils dissolvent progressivement une infime partie du matériau. Finalement, le cratère devient si profond que le tranchant s’affaisse.
Solution : Il faut abaisser la température. Essayez de réduire votre vitesse de coupe ou votre avance. L’utilisation d’un outil doté d’un revêtement spécialisé résistant à la chaleur (comme le TiAlN ou l’AlTiN) peut également servir de protection contre ce transfert de chaleur chimique. 3. Arête rapportée (AR) : Un inconvénient
Vous est-il déjà arrivé de couper un matériau tendre comme l'aluminium et de constater, en regardant l'outil, qu'un gros morceau de métal semble soudé à la pointe ? Il s'agit d'une arête rapportée, ou AR.
Description : Un amas irrégulier de matériau est fermement collé au tranchant de l'outil. Cela donne à l'outil un aspect émoussé et négligé.
Cause : Paradoxalement, l'AR se produit lorsque la température est trop basse et la vitesse de coupe trop faible. Les métaux tendres et collants (comme l'aluminium ou l'acier à faible teneur en carbone) deviennent collants sous la pression. Si la chaleur et la vitesse ne sont pas suffisantes pour évacuer proprement le copeau, le matériau fusionne physiquement avec le tranchant. Lorsque cet amas finit par se détacher, il emporte avec lui un morceau de votre précieux outil en carbure.
Solution : N'ayez crainte, augmentez la vitesse ! Augmenter la vitesse de coupe et l'avance générera suffisamment de chaleur pour que le matériau s'écoule librement au lieu de coller. L'utilisation d'outils à polissage fin conçus spécifiquement pour l'aluminium et l'augmentation de la pression du liquide de refroidissement permettront également d'éviter l'adhérence des copeaux.
4. Écaillage et fissuration thermique : La panne brutale
Si les trois premiers types d'usure s'apparentent à une maladie lente, l'écaillage est une panne brutale.
Apparence : De minuscules éclats ou morceaux du tranchant se détachent littéralement, laissant un bord irrégulier et abîmé. On peut parfois observer une série de fines fissures verticales le long du tranchant (fissuration thermique).
Cause : Coupes interrompues, vibrations excessives (broutement) ou choc thermique. Les outils en carbure sont extrêmement durs, mais aussi fragiles comme du verre. Si votre machine vibre ou si vous effectuez des mouvements de va-et-vient constants pendant la coupe, l'impact risque d'écailler le tranchant. La fissuration thermique se produit lorsqu'un outil chauffe énormément, est refroidi par un jet de liquide de refroidissement froid, chauffe à nouveau, puis est refroidi une nouvelle fois ; ces variations rapides de température fissurent le carbure.
Solution : * Pour l'écaillage : Ajustez la rigidité de votre machine. Assurez-vous que vos pièces sont bien serrées, utilisez des outils plus courts pour limiter la flexion et réduisez votre vitesse d'avance en début de coupe.
Pour les fissures thermiques : utilisez le liquide de refroidissement à outrance. Soit assurez-vous que l'outil est complètement et constamment arrosé de liquide de refroidissement, soit coupez-le complètement et utilisez un jet d'air comprimé à haute pression pour maintenir une température stable.
Conclusion : Écoutez vos outils
Vos outils usés essaient de vous alerter. La prochaine fois qu'un outil s'émousse ou se casse, ne le jetez pas à la ferraille en pestant contre votre sort. Munissez-vous d'une loupe, examinez le tranchant et identifiez la cause du problème.
En ajustant vos vitesses, avances et liquide de refroidissement en fonction de ces quatre types d'usure simples, vous prolongerez la durée de vie de vos outils, obtiendrez de meilleures pièces et améliorerez considérablement la rentabilité de votre atelier.
Pour plus d'informations, consultez nos pièces de tournage CNC ou nos produits. Contactez-nous pour vos pièces métalliques sur mesure.
Quel type d'usure d'outil vous pose le plus de problèmes dans votre atelier ? Faites-nous part de vos difficultés d'usinage dans les commentaires ci-dessous !