Jeder Zerspanungsmechaniker und Werkstattbesitzer kennt das ungute Gefühl, wenn man ein Schneidwerkzeug aus der CNC-Maschine zieht und feststellt, dass ein hochwertiger Hartmetall-Schaftfräser oder eine Wendeschneidplatte viel zu früh verschlissen ist.
Wenn Werkzeuge vorzeitig verschleißen, kostet das nicht nur den Ersatz. Es führt zu Ausfallzeiten, verschlechtert die Oberflächenqualität und mindert die Produktivität Ihrer Werkstatt.
Aber es gibt auch gute Nachrichten: Werkzeuge verschleißen nicht einfach so. Sie hinterlassen Spuren. Indem Sie den Verschleiß Ihrer Schneide genau beobachten, können Sie wie ein Detektiv vorgehen, die Ursache Ihres Bearbeitungsprozesses ermitteln und ihn beheben.
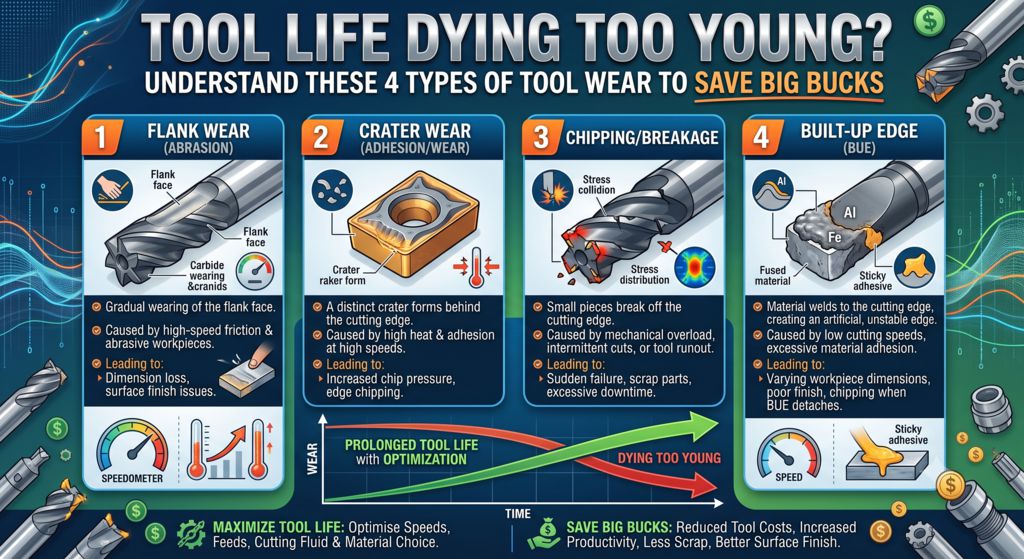
Schauen wir uns die vier häufigsten Arten von Werkzeugverschleiß an, erklären wir ihre Ursachen und zeigen wir Ihnen, wie Sie ihnen vorbeugen und dadurch bares Geld sparen können.
Jeder Maschinenschlosser und Ladenbesitzer kennt das unangenehme Gefühl, wenn er ein Schneidwerkzeug aus einer CNC-Maschine herauszieht und dann feststellt, dass ein Premium-Hartmetall-Schaftfräser oder eine Wendeschneidplatte lange vor seiner Zeit völlig durchgebrannt ist.
Wenn Werkzeuge vorzeitig ausfallen, kostet Sie das nicht nur den Preis eines Ersatzes. Es kostet Sie Ausfallzeiten, ruiniert Ihre Oberflächenbeschaffenheit und beeinträchtigt die Produktivität Ihrer Werkstatt.
Aber hier ist die gute Nachricht: Werkzeuge „sterben“ nicht einfach zufällig. Sie hinterlassen Hinweise. Indem Sie genau beobachten, wie sich Ihre Schneidkante abnutzt, können Sie in die Rolle eines Detektivs schlüpfen, genau herausfinden, was in Ihrem Bearbeitungsprozess schief läuft, und das Problem beheben.
Werfen wir einen Blick auf die vier häufigsten Arten von Werkzeugverschleiß, ihre Ursachen im Klartext und wie Sie sie stoppen können, um viel Geld zu sparen.
1. Flankenverschleiß: Der natürliche Alterungsprozess
Stellen Sie sich Flankenverschleiß wie das Profil Ihrer Autoreifen vor. Während der Fahrt nutzt sich der Gummi durch die Reibung auf der Straße auf natürliche Weise ab. Bei der Bearbeitung ist Freiflächenverschleiß der allmähliche Abrieb der Werkzeugkante an der Stelle, an der sie am Werkstück reibt.
Wie es aussieht: Ein glatter, relativ gleichmäßiger flacher Fleck, der sich direkt entlang der Schneidkante entwickelt.
Die Ursache: Normale Reibung. Wenn es über einen längeren Zeitraum langsam geschieht, herzlichen Glückwunsch – Sie machen die Dinge richtig! Geschieht es jedoch zu schnell, bedeutet das, dass Ihre Schnittgeschwindigkeit (U/min) zu hoch ist und zu viel Reibungswärme entsteht.
So beheben Sie das Problem: Wenn Ihre Werkzeuge blitzschnell verschleißen, drosseln Sie die Schnittgeschwindigkeit etwas. Überprüfen Sie außerdem Ihr Kühlmittel. Durch die Sicherstellung eines gleichmäßigen Schmiermittelflusses wird diese Reibung verringert.
2. Kraterverschleiß: Der „Grand Canyon“ an Ihrem Werkzeug
Während der Freiflächenverschleiß auf der Seite des Werkzeugs auftritt, tritt Kolkverschleiß direkt auf der Oberseite (der Spanfläche) auf, wo die frisch geschnittenen Metallspäne darüber gleiten.
Wie es aussieht: Ein buchstäblich konkaver Krater oder eine Senke, die sich direkt hinter der Schneidkante bildet und wie ein Miniaturschlagloch oder eine Schlucht aussieht.
Die Ursache: Starke Hitze und chemische Reaktionen. Wenn Sie zähe Materialien wie Stahl oder Edelstahl schneiden, werden die Späne unglaublich heiß. Während sie unter enormem Druck über die Oberseite des Werkzeugs gleiten, lösen sie mit der Zeit tatsächlich einen kleinen Teil des Werkzeugmaterials auf. Schließlich wird der Krater so tief, dass die Schneide einbricht.
So beheben Sie das Problem: Sie müssen die Temperatur senken. Versuchen Sie, Ihre Schnittgeschwindigkeit oder Vorschubgeschwindigkeit zu reduzieren. Der Wechsel zu einem Werkzeug mit einer speziellen hitzebeständigen Beschichtung (wie TiAlN oder AlTiN) kann auch als Schutzschild dienen, um das Werkzeug vor dieser chemischen Wärmeübertragung zu schützen.
3. Built-Up Edge (BUE): Der unerwünschte Passagier
Haben Sie schon einmal ein weiches Material wie Aluminium geschnitten und beim Anblick des Werkzeugs ein großes Stück Metall gesehen, das scheinbar an der Spitze festgeschweißt war? Das ist ein „Built-Up Edge“ oder BUE.
So sieht es aus: Ein gezackter Klumpen des Werkstückmaterials, der fest an der äußersten Kante Ihres Werkzeugs haftet. Dadurch sieht das Werkzeug langweilig und unordentlich aus.
Die Ursache: Ironischerweise tritt BUE auf, wenn es zu kalt ist und die Schnittgeschwindigkeit zu langsam ist. Weiche, gummiartige Metalle (wie Aluminium oder kohlenstoffarmer Stahl) werden unter Druck klebrig. Wenn nicht genügend Hitze und Geschwindigkeit vorhanden sind, um den Span sauber abzuscheren, verschmilzt das Material physisch mit der Schneidkante. Wenn dieser Klumpen irgendwann abbricht, nimmt er ein Stück Ihres teuren Hartmetallwerkzeugs mit.
So beheben Sie das Problem: Haben Sie keine Angst – beschleunigen Sie! Wenn Sie Ihre Schnittgeschwindigkeit und Vorschubgeschwindigkeit erhöhen, wird genügend Wärme erzeugt, damit das Material reibungslos fließt, anstatt zu kleben. Durch die Verwendung von hochglanzpolierten Werkzeugen, die speziell für Aluminium entwickelt wurden, und durch Erhöhen des Kühlmitteldrucks wird auch das Anhaften von Spänen verhindert.
4. Absplitterungen und thermische Risse: Der plötzliche Tod
Wenn die ersten drei Verschleißarten einer langsamen Krankheit ähneln, handelt es sich beim Chipping um einen plötzlichen Herzinfarkt.
So sieht es aus: Winzige Flocken oder Stücke der Schneidkante brechen buchstäblich ab und hinterlassen eine gezackte, beschädigte Kante. Manchmal kann es zu einer Reihe winziger vertikaler Risse entlang der Kante kommen (thermische Risse).
Die Ursache: Unterbrochene Schnitte, übermäßige Vibration (Rattern) oder Thermoschock. Hartmetallwerkzeuge sind unglaublich hart, aber spröde wie Glas. Wenn Ihr Gerät vibriert oder Sie ständig in einen Schnitt hinein und wieder heraus springen, wird die Kante durch den Aufprall abplatzen. Eine thermische Rissbildung entsteht, wenn ein Werkzeug unglaublich heiß wird, von kaltem Kühlmittel bestrahlt wird, erneut heiß wird und erneut bestrahlt wird – die schnellen Temperaturschwankungen führen zu Rissen im Hartmetall.
So beheben Sie das Problem: * Bei Absplitterungen: Korrigieren Sie Ihre Steifigkeit. Stellen Sie sicher, dass Ihre Teile fest eingespannt sind, verwenden Sie kürzere Werkzeuge, um die Biegung zu verringern, und verringern Sie die Vorschubgeschwindigkeit beim Beginn eines Schnitts.
Beim thermischen Cracken gilt: Alles oder nichts mit Kühlmittel. Stellen Sie entweder sicher, dass Ihr Kühlmittel das Werkzeug vollständig und konstant überflutet, oder schalten Sie es ganz aus und verwenden Sie stattdessen einen Hochdruck-Luftstoß, um die Temperatur stabil zu halten.
Das Mitnehmen: Hören Sie auf Ihre Werkzeuge
Ihre abgenutzten Werkzeuge versuchen mit Ihnen zu sprechen. Wenn ein Werkzeug das nächste Mal stumpf wird oder kaputt geht, werfen Sie es nicht einfach in die Schrotttonne und verfluchen Sie Ihr Glück. Schnappen Sie sich eine Lupe, schauen Sie auf den Rand und identifizieren Sie